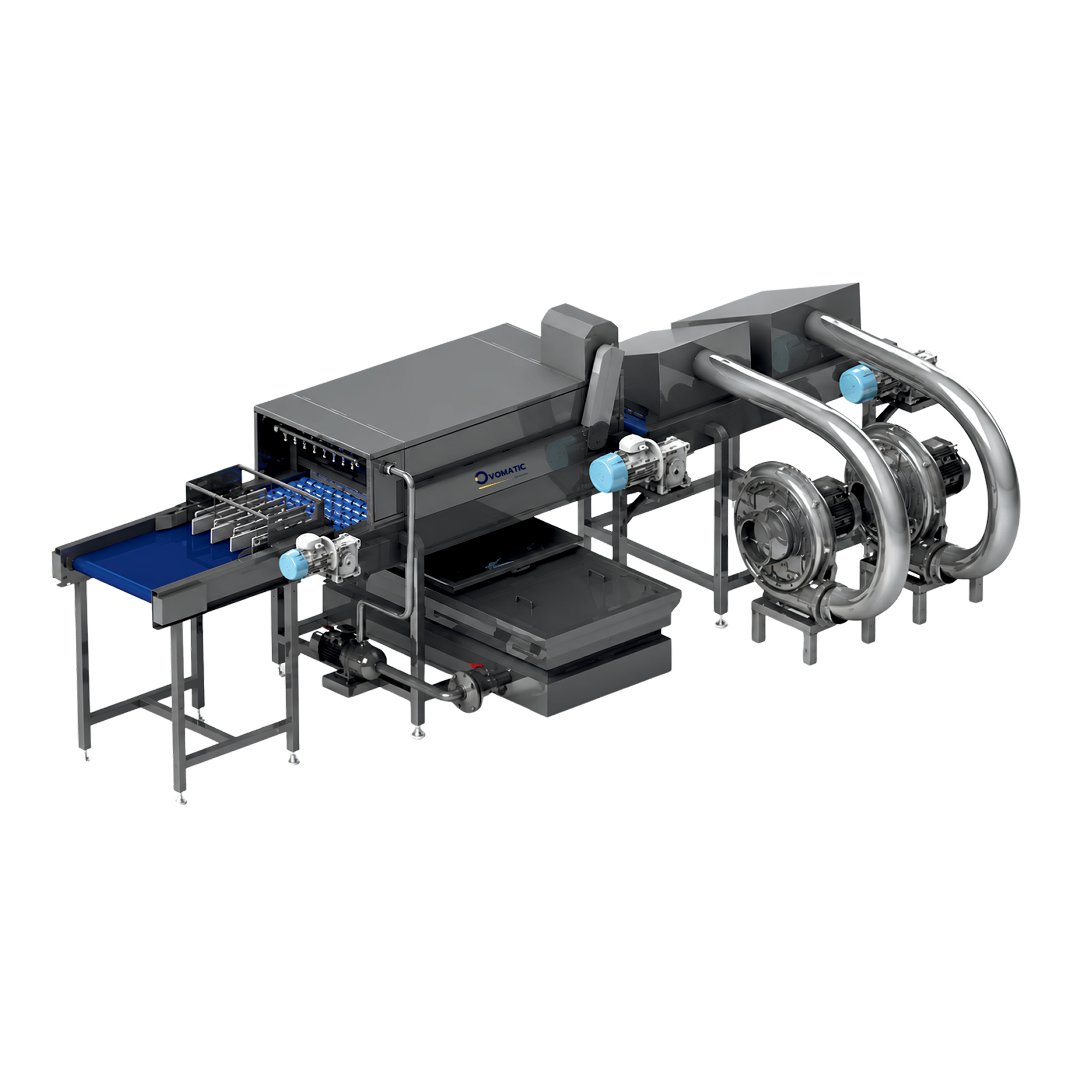
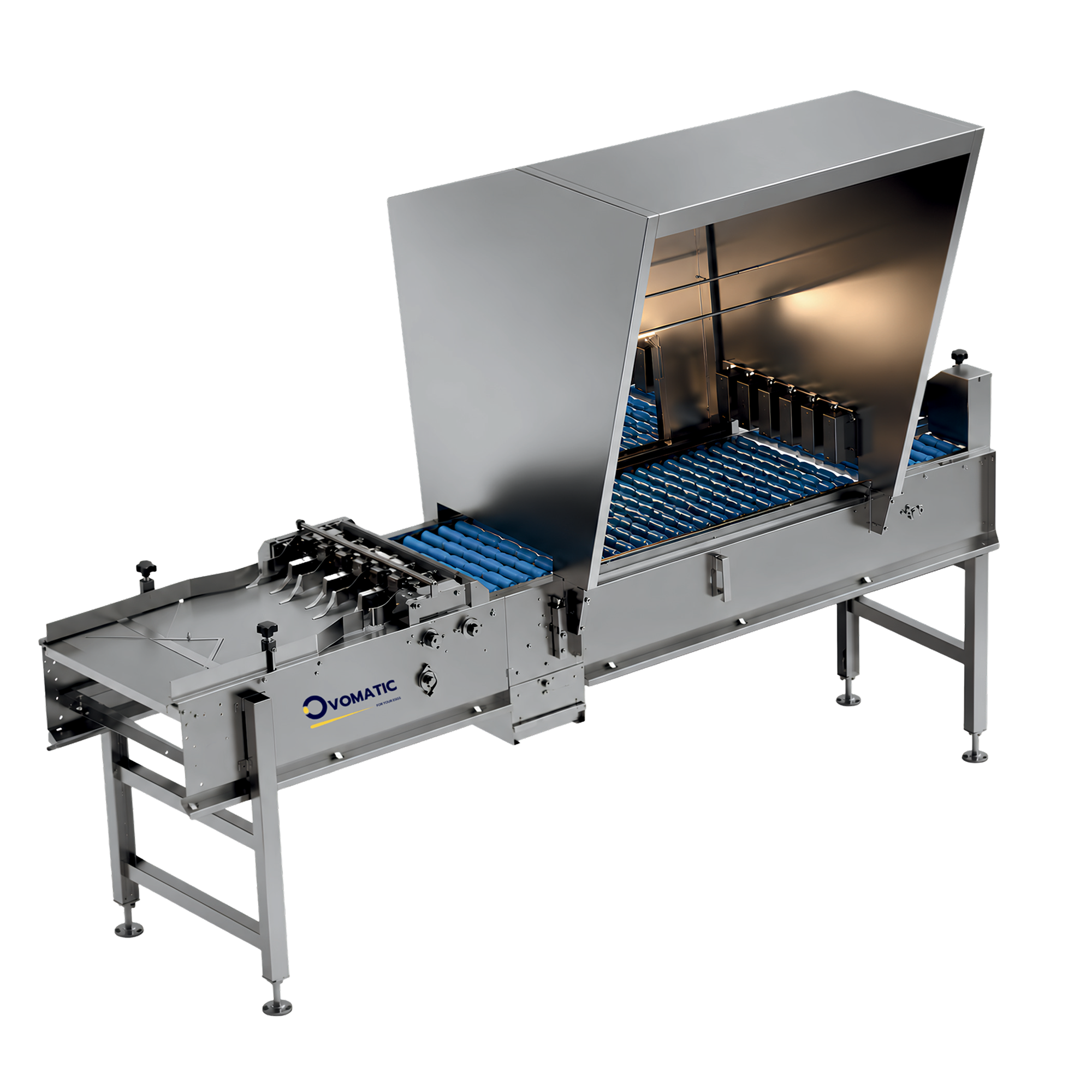
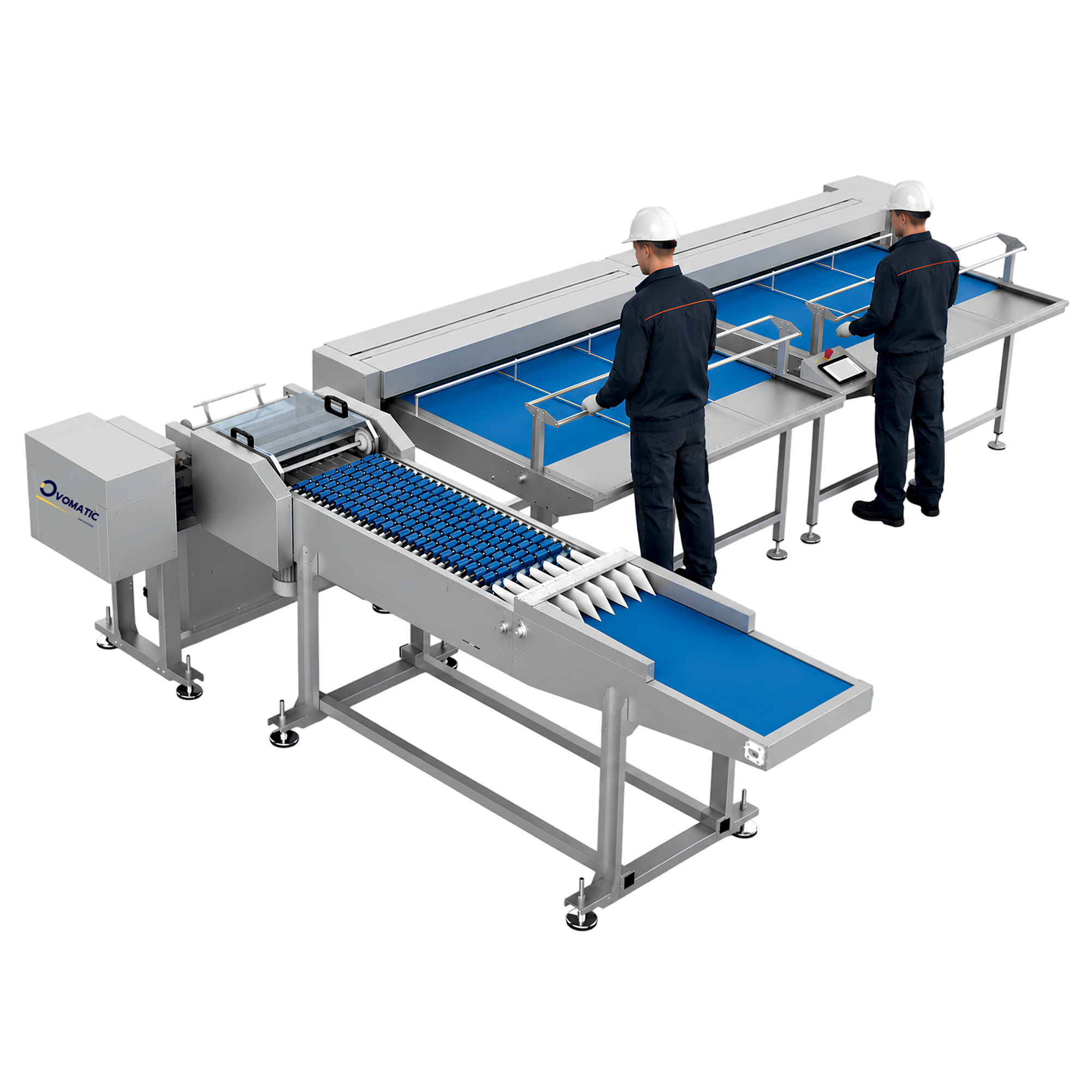
Our machines offer high capacity, full automation, and hygienic design to ensure efficient operations, reduced manual effort, and long-term performance for modern egg processing businesses. Advanced, high-capacity machines for washing, grading, breaking, and processing eggs — designed to deliver efficiency, hygiene, and scalability for modern poultry and food industries.